
The first step is to select suitable cases to cut to size. In this case rather than using good 223 cases, I ran into a few thousand rejected cases that came from a commercial reloader that had a number of rejects that were destined for the scrap yard. The ones I selected only had damage to the case mouth and no damage from the shoulder back to the base. The ones shown below were good candidates. Do NOT use cases with headstamps marked PMP. The brass is about three mils thicker at the case neck than commercial or military brass. If converted and bullet is set, the neck meets or exceeds .3355 mils and the cartridge won't chamber. If chambered, you won't be able to cycle the unfired round out of the chamber without difficulty. See TM 9-1005-249-10 Pg 3-11 for solution.
I have a professional mill/lathe in my shop. The first step is setting up the toolhead to accept the cutter. The butt of one tool is used to set the depth of the case into the jaws. Once both tools are locked, you can move the tool table out for cleaning without making any critical adjustments. I cut the cases a few mils longer than the desired length. In this case 1.400 inches. I use a case trimmer to make the final cut to 1.368 inches. You can barely see the cutting tool to the left of the blue cutter below. The case mouth is set to just touch the guide tool.
The next steps are going to be a decision you will need to make. If you deburr and resize before making final trim, and the case is slightly too long, the case mouth tends to "accordion" or ripple when sized/necked down due to the internal restrictions in the die. Trimming the case first to 1.368 and then sizing will leave the case slightly too long and you will have to trim and deburr the case again.
My suggestion is to trim the case first, to a few thousandths shorter than 1.368, deburr, lube, and size. When sizing the case length grows slightly to 1.368. You will have to experiment a little to get the desired result.



| Case length (inches) | 1.3680* |
| Complete overall length w/150 gr. FMJBT | 2.2600 max.* |
| Bullet diameter (inches) | 0.3090 (.30 cal)* |
| Case mouth (sized) (inches) | 0.3340* |
| Case mouth with bullet set (inches) | 0.3355 (absolute max) |
| Finished weight 150 gr bullet w/14.7 gr H110 | 251 grains +/- 1 grain |
Do not deviate from the above dimensions and suggested load otherwise excessive pressures could cause serious physical harm to you and/or damage to the chamber. Lesser deviations may cause cartridge to jam in the chamber. Light loads will cause improper cycling of the firearm (stuck case, stuck round in barrel, minimal or no cycling). This author assumes no responsibility for any dangers to you or your firearm. Use common sense. Work up the load to get the performance you desire. Please consult reloading manuals or legitimate websites for proper loads in your firearm. As an update from this original post back in 2103, a lot of new powders and loads have been developed. Consult the websites of powder manufacturers for more information.

Recently I decided to try using the cut off saw from Harbor Freight. Item # 42307, current price in Nov 2013 is $27.99. This is a more economical way of cutting the case for 300 Blackout. Below is my tool mounted with the bracket that came with it:

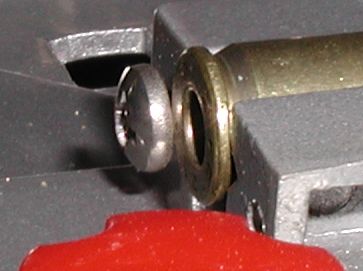
The one critical procedure is getting the case properly positioned so you can get consistent lengths. I saw on EBay a jig that can be used to aid in positioning. I decided to go a more economical way by installing a screw in the work holder to position the case for cutting. I tapped a 6-32 threaded hole in the side of the holder. I used a 6-32X3/8 screw as a guide as shown below:

I have the screw set to cut the case to 1.366". Using a good sharp cutting blade, and after I chamfer, debur and neck down the case, it will grow to the correct 1.368" length and the case mouth will be smooth. I don't even have to run the case through the case trimmer to clean the case mouth and debur again which eliminates two steps.
With this setup I can cut between 7 and 10 a minute. You just have to be careful not to place your fingers or anything else near the rotating blade until it has stopped.
As a further update I have reverted back to the lathe method. The cutoff saw blades don't last any longer than about a hundred cuts at best and the cuts are not as clean as the lathe but will suffice if you are on a tight budget.
Questions and comments can be directed to Rick